
Choosing between foundry work and forging affects part strength, shape, wear life, cost, lead time, and final performance. This guide explains how both processes work and when each one makes sense for industrial metal parts.
Foundry work creates parts by melting metal and pouring it into a mold, while forging shapes solid metal through pressure, impact, or compression. Both methods can produce durable industrial parts, but they solve different manufacturing problems.
For buyers, engineers, maintenance teams, and plant managers, the better question is not “Which process is stronger?” The better question is:
What does the part need to do, and which manufacturing route gives it the right shape, material properties, tolerance, and service life?
That is where the real decision starts.
C.L. Dews & Sons Foundry & Machinery works with heavy industrial parts where durability, fit, wear resistance, and practical manufacturability matter. With foundry, steel fabrication, and machining capabilities under one roof, we help customers think beyond the rough shape of a part and focus on how that part will actually perform once installed.
Foundry and Forging: The Plain Difference
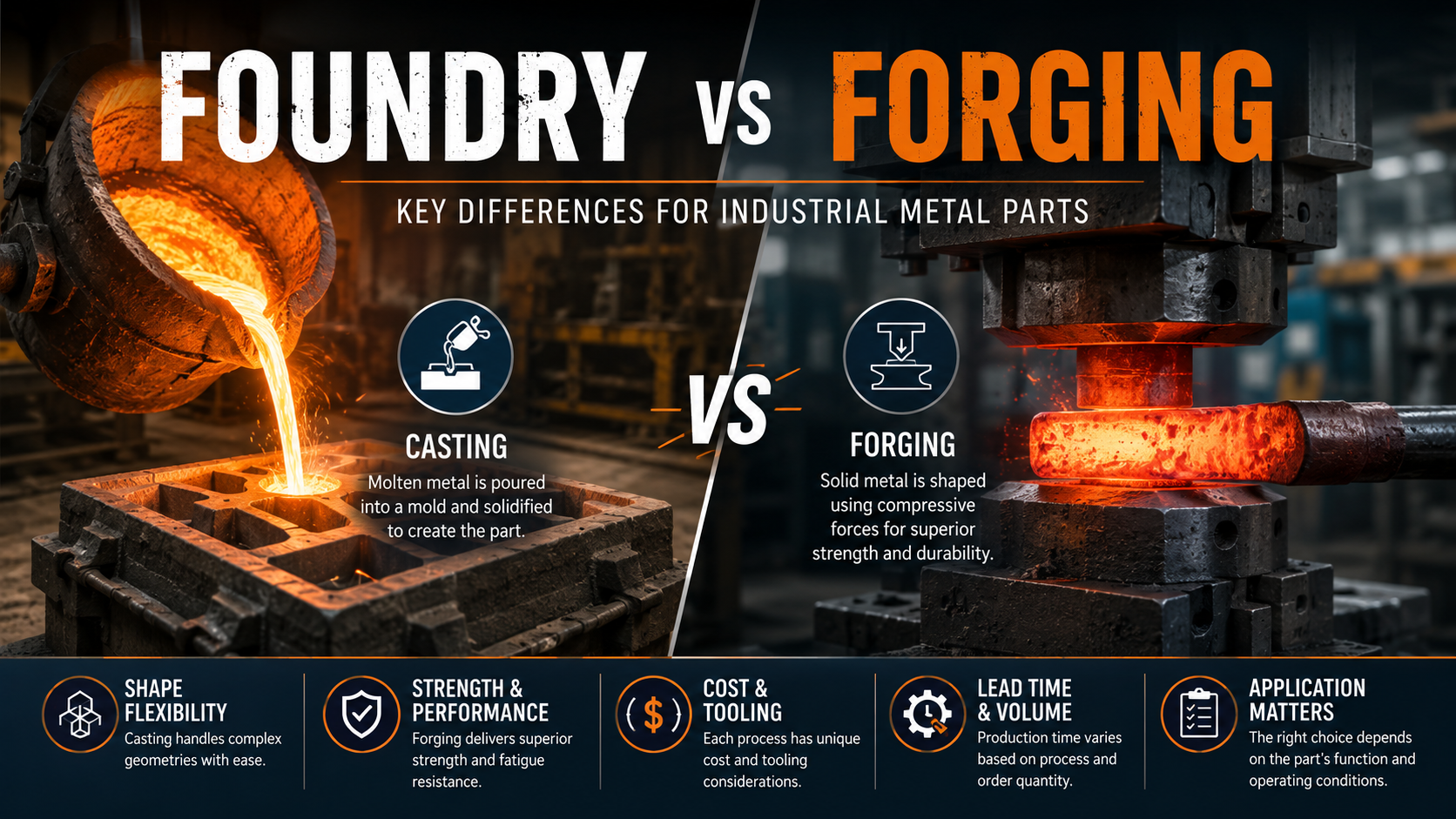
A visual comparison of foundry casting and forging, highlighting how each process shapes industrial metal parts for different strength, design, cost, and application needs.
A foundry produces metal parts by melting metal, pouring it into a mold, and finishing the solidified casting through cleaning, machining, or heat treatment when needed. In a foundry and forging comparison, forging starts with solid metal and shapes it through force from a hammer, press, die, or rolling process. Casting is often better for complex shapes and wear surfaces, while forging is often used when fatigue resistance, impact strength, or directional strength is critical.
Here is the practical comparison:
| Factor | Foundry / Casting | Forging |
|---|---|---|
| Basic process | Melt metal and pour it into a mold. | Shape solid metal with force. |
| Best for | Complex shapes, heavy parts, wear components, housings, liners, and custom castings. | High-strength parts, fatigue-loaded components, shafts, rings, tools, and crankshafts. |
| Shape flexibility | High. | Moderate, depending on die and process. |
| Internal cavities | Easier to produce with casting methods. | More difficult. |
| Grain structure | Solidifies in the mold. | Grain flow can follow part shape. |
| Tooling needs | Patterns and molds. | Dies, presses, hammers, or forging equipment. |
| Finishing needs | Often requires machining for critical surfaces. | Often requires machining after forging. |
| Common buyer concern | Will the casting match the wear, fit, and alloy requirements? | Will the forging provide the required strength and fatigue performance? |
Neither process is automatically better. A forged part can fail if the design, material, heat treatment, or machining is wrong. A cast part can perform extremely well when the alloy, mold design, heat treatment, and finishing process match the application.
How Foundry Work Makes a Part
Foundry work starts with a pattern or mold design that matches the final casting while allowing for shrinkage, machining, and finishing. Once the mold is prepared, molten metal is poured into the cavity, cooled, solidified, removed, cleaned, and inspected.
Many castings still need grinding, drilling, milling, boring, heat treatment, or surface preparation so that critical surfaces fit correctly in the final assembly. This is why foundry work often overlaps with machining.
Our foundry services focus on durable cast iron solutions, including high-chrome wear parts for demanding industries such as mining, aggregate, and recycling. These are applications where abrasion, impact, downtime, and replacement cost all matter.
Casting is often the right route when the part needs:
Complex Geometry
Castings can form shapes that would be difficult or expensive to create from solid stock.
Heavy Sections
Large industrial components may be more practical to cast than forge or machine entirely.
Abrasion Resistance
Material selection can be matched to harsh wear environments.
Wear Surfaces
Parts exposed to material flow, impact, or abrasion may benefit from cast wear alloys.
Internal Passages
Casting can support cavities or internal forms that are harder to create through forging.
Repeatable Replacement Parts
Patterns can support recurring replacement needs when parts wear out in service.
For example, a crusher wear component may not need the same grain-flow advantage as a forged crankshaft. It may need the right high-chrome alloy, proper heat treatment, controlled casting quality, and a shape that holds up against abrasive material. In that case, foundry work can be the practical answer.
How Forging Makes a Part
Forging starts with solid metal. The metal may be heated until it is easier to shape, then compressed into the required form. Some forging is done with open dies, where the metal is worked between simple tools. Other forging uses closed dies, where the material is pressed into a more specific shape.
Forging can also include rolled rings, cold forging, and other specialized processes. The main advantage of forging is mechanical performance. Because the metal is shaped under force, the grain structure can be refined and aligned with the part geometry.
That can help in applications where the part experiences repeated stress, high loads, or fatigue cycles. A U.S. Department of Energy forging industry report describes forging as a metalworking process that uses high temperatures to manipulate metal into desired shapes and notes that forged parts are widely used in industries such as aerospace, automotive, defense, power generation, rail, and shipping.
Forging is often the better route when the part needs:
- High fatigue resistance
- Directional strength
- Impact toughness
- High load capacity
- A relatively simple shape
- Performance in safety-critical applications
- A material structure that benefits from grain flow
Common examples include crankshafts, connecting rods, gears, shafts, hooks, rings, and high-load structural components. But forging has limits. It may not be ideal for complex internal shapes, intricate cavities, low-volume custom geometry, or large wear parts where alloy selection and cast shape matter more than forged grain flow.
Casting vs Forging: Strength Is Not the Only Question
Saying forging is always stronger and casting is always cheaper is too simplistic for industrial buyers. Forging can deliver excellent strength in fatigue-loaded or impact-heavy applications, but strength is only one performance factor.
A part may also need hardness, abrasion resistance, toughness, machinability, heat resistance, corrosion resistance, or dimensional accuracy, so the best process depends on the property that matters most.
Casting can also produce durable parts, especially when the foundry controls alloy selection, mold design, solidification, heat treatment, and finishing. For wear parts, the right casting material may outperform a forged alternative because the application is not just about tensile strength.
It may be about resisting abrasion, keeping profile, surviving material flow, and reducing downtime. A forged part may be strong but poorly suited to a wear application if the material does not match the service condition. A cast part may be the better choice when the operating environment demands a specific wear alloy or complex shape.
The smarter question is: what type of failure are you trying to prevent?
If the part fails from fatigue, repeated bending, or high cyclic stress, forging may deserve serious consideration. If the part fails from abrasion, impact wear, material flow, or complex fit-up conditions, casting may be the stronger practical choice.

Cast and forged metal components shown in a heavy industrial setting, illustrating how foundry casting and forging support different part shapes, strength needs, and manufacturing applications.
When Casting Is Usually the Better Choice
Casting is usually the better choice when shape complexity, wear behavior, and material flexibility matter more than directional grain flow. A foundry can produce shapes that would be difficult, expensive, or wasteful to machine from solid metal.
This matters for housings, liners, wear plates, impellers, pump components, crusher parts, and other industrial components with heavy sections or irregular geometry. Casting is especially useful when the part needs to be made from an alloy selected for a specific service condition.
For example, high-chrome cast iron can be used for abrasive wear environments where the goal is to extend service life and reduce changeouts.
Casting may be the right choice when:
- The part has complex geometry.
- The part needs high wear resistance.
- The part has thick or heavy sections.
- The part requires a custom alloy.
- The part must match an existing sample or drawing.
- The part includes contours or surfaces that are impractical to forge.
- The buyer needs a replacement part for demanding industrial equipment.
This is why casting is common in aggregate, mining, recycling, construction, and other heavy-duty environments. The part is not judged only by how strong it looks on paper. It is judged by whether it survives the actual application.
When Forging Is Usually the Better Choice
Forging is usually the better choice when fatigue strength, impact toughness, and directional mechanical properties are the top priorities. In a forged component, the working of the metal can improve grain structure and help the part resist failure under repeated loading.
That is valuable in parts that experience bending, twisting, shock, or rotating loads.
Forging may be the better choice when:
- The part is safety critical.
- The part experiences repeated fatigue loading.
- The geometry is not overly complex.
- The material must perform under high stress.
- The application benefits from controlled grain flow.
- The buyer needs high strength in a relatively compact part.
A forged crankshaft, for example, has a very different job than a cast wear liner. The crankshaft must handle repeated rotational and bending forces. The wear liner must resist abrasion and hold its working profile. Treating those two parts as if they need the same process would be bad engineering.
Not Sure Which Process Fits Your Part?
Send us the drawing, sample, material requirement, or failure history. We can help evaluate whether casting, machining, fabrication, or another manufacturing route makes the most practical sense.
Talk to Dews FoundryWhere Machining Fits Into the Decision
Casting and forging are rarely the end of the story. Many industrial parts still require machining before they are ready for installation.
A casting may need a machined mounting face, a bored hole, a drilled bolt pattern, a milled edge, or a ground surface. A forging may also need machining to reach final dimensions. The manufacturing process gives the part its rough form and material properties; machining gives it the fit, alignment, and finish needed for service.
For many customers, the goal is not simply to buy a casting or a machined part. The goal is to get a durable finished component that fits the equipment and performs in the field. Dews’ machine shop capabilities help bridge that gap between rough manufacturing and final fit.
Machining is especially important when the part needs:
Flat Mounting Surfaces
Machining helps the part seat correctly in the final assembly.
Accurate Bolt Holes
Drilling and boring help ensure proper alignment and installation.
Bored Openings
Critical holes and openings often need machining after casting or forging.
Precision Fit-Up
Final tolerances may require milling, boring, turning, or grinding.
Custom Features
Machining can add functional details that are not practical in the rough part.
Replacement Compatibility
Replacement parts often need accurate dimensions to fit existing equipment.
A buyer who only asks, “Should this be cast or forged?” may miss the bigger issue. The better question is, “What manufacturing route gets us the right material, shape, tolerance, and finish?”
Where Fabrication Fits Into the Decision
Not every metal part should be cast or forged. Some parts are better fabricated.
Steel fabrication uses cutting, forming, welding, and assembly to build components from plate, structural shapes, or other metal stock. For brackets, frames, guards, supports, platforms, and certain structural components, fabrication may be faster and more cost-effective than making a casting or forging.
Our steel fabrication capabilities can be useful when the part does not require casting or forging, but still needs a durable metal solution for industrial use.
Fabrication can be the better route when:
Simple Welded Structure
The part can be built efficiently from cut, formed, and welded material.
Plate or Structural Steel Geometry
The design does not require a cast shape or forged grain structure.
Low Quantity
The order volume may not justify casting patterns or forging dies.
Large but Simple Part
Fabrication may be more practical for large structures with straightforward geometry.
This is why the best manufacturing decision often compares casting, forging, machining, and fabrication together. A foundry-only view can miss a fabrication opportunity. A machining-only view can create unnecessary waste. A forging-only view can overbuild a part that simply needs the right cast alloy.
Dews’ combination of foundry, steel fabrication, and machining helps customers evaluate parts from a more practical angle instead of forcing every project into one process.
Common Examples: Which Process Makes More Sense?
| Part or Need | Likely Manufacturing Route | Reason |
|---|---|---|
| Pump housing | Casting | It may require internal passages, curved shapes, and body geometry that would be difficult to forge. |
| Crankshaft | Forging | It must handle repeated stress, rotation, and fatigue loading. |
| Crusher wear part | Casting | Alloy selection, abrasion resistance, and part geometry can matter more than forged grain flow. |
| Welded support bracket | Fabrication | Cutting and welding plate may be more practical than casting or forging. |
| Replacement machine component | Casting or fabrication plus machining | The rough form may need additional machining to achieve proper fit. |
| Custom failed industrial part | Requires review | The sample, drawing, material, and failure mode should be evaluated before choosing the process. |
That last point matters. The right answer is not always visible from a photo or a part name. It depends on load, wear, environment, tolerance, quantity, and how the part failed.
Buyer Checklist Before Choosing Casting or Forging
Before deciding between foundry work and forging, gather the right information. A vague request leads to vague recommendations.
Use this checklist before requesting a quote:
| Information Needed | What to Provide |
|---|---|
| Part drawing or sample | A drawing is ideal, but an existing worn or broken part can also help identify geometry, fit, and failure points. |
| Material requirement | If the alloy is known, include it. If not, describe the application and service conditions. |
| Failure mode | Explain whether the part cracked, wore down, bent, chipped, broke, or lost fit. |
| Operating environment | Include temperature, abrasion, impact, moisture, chemicals, feed material, or other performance conditions. |
| Load and stress | Clarify whether the part faces high fatigue, impact, static load, or wear-focused service. |
| Quantity needed | One replacement part, a short run, and recurring production may justify different routes. |
| Tolerance requirements | Tight tolerances may require machining after casting, forging, or fabrication. |
| Lead time | Tooling, pattern work, machining, heat treatment, and finishing can all affect delivery. |
| Installation requirements | Mounting holes, alignment surfaces, and assembly fit should be clear before production begins. |
The more specific the information, the easier it is to avoid overbuilding, underbuilding, or choosing the wrong process.
Bottom Line: Choose the Process Around the Part
Foundry work and forging are both important metal manufacturing processes, but they are not interchangeable. Choose casting when the part needs complex geometry, wear-resistant material, heavy sections, internal shapes, or practical custom replacement. Choose forging when the part needs high fatigue strength, impact toughness, and mechanical performance under repeated stress.
Then look beyond both processes. Some parts need fabrication. Some need machining. Some need casting plus machining. Others require a full review of the drawing, failure mode, and application before the right route is clear.
For industrial buyers, the goal is not to win an argument about casting versus forging. The goal is to get a part that fits, lasts, and performs.
Common Questions About Casting and Forging
Is casting weaker than forging?
Casting is not automatically weak, and forging is not automatically the right answer. Forging often provides superior fatigue strength and directional mechanical properties for certain parts, while casting often provides better shape flexibility and alloy options for complex or wear-focused components.
When is a cast part the better option?
A cast component may be the better option for abrasion resistance, complex geometry, heavy sections, internal features, or replacement wear parts. The process should match the application.
Is casting cheaper than forging?
Casting can be more cost-effective for complex shapes, heavy sections, and parts where machining from solid stock would waste too much material. Forging can be cost-effective for high-strength parts produced in suitable quantities, especially when the geometry works well with the forging process.
Why is the cheapest process not always the best value?
A part that costs less upfront but wears out faster is not cheaper in the field. For industrial equipment, downtime, changeout labor, production loss, and replacement frequency matter just as much as purchase price.
Need Help Choosing the Right Manufacturing Route?
If you are comparing a cast, forged, fabricated, or machined option for an industrial component, Dews can help evaluate the practical route based on the part’s shape, material, wear conditions, and finishing requirements. Start with the drawing, sample, alloy requirement, or failure history, then contact us to discuss the next step.
Get in touch with us
